Pipes
Pipes
|
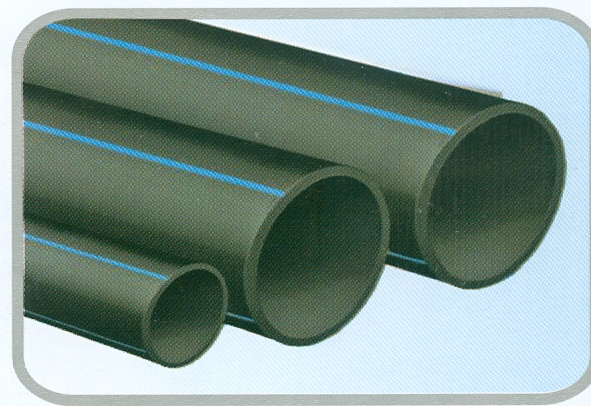
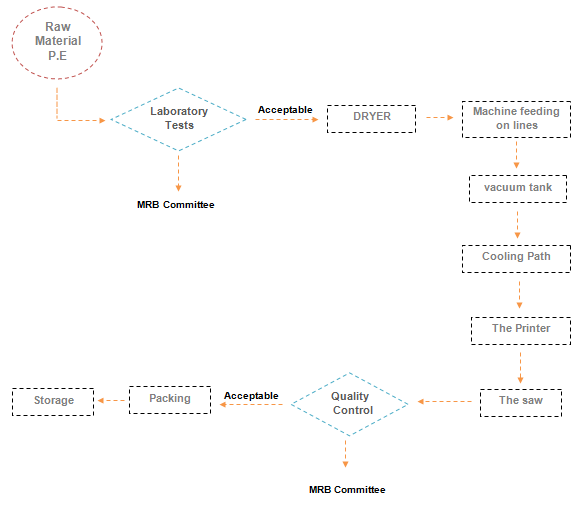
Misr ELnour PE pipes are extruded using sophisticated, highly controlled manufacturing processes and technologies. The PE raw materials used in extrusion are compounded into palletized form containing precise amounts of polymer, lubricants, stabilizers, antioxidants and pigments for the specific end product application. The PE compound (1) is preheated to remove moisture and volatiles and is conveyed into the extruder by a controlled rate feeder (2). The extruder (3) consists of a single screw configuration which melts and conveys the PE material along the length of the extruder barrel. The design of the extruder barrel/screw is complex and takes into account the properties of the various types of PE material grades used in pipe applications. Various zones exist along the length of the screw and act to melt, mix, de-gas and compress the PE compound. External electrical heater bands along the barrel, together with the frictional heat generated as the PE material passes through the gaps between barrel and screw provide the energy needed to fully melt the PE compound materials. The total heat input is carefully controlled to ensure full melting of the PE without thermal degradation. After passing through a mixing zone at the tip of the extruder, the PE melt then feeds into a head and die combination (4), where the melt is formed into the size of pipe required. The correct design of the head and die is essential to permit the production of pipe to Australian Standards requirements and to ensure retention of the physical properties of the PE materials. Once the molten PE pipe form leaves the die, it enters the sizing system (5), where it is initially cooled to the required dimensions. This is performed using an external vacuum pressure system where the pipe surfaces are cooled with refrigerated water sprays whilst in contact with precision machined sizing sleeves. The initially cooled pipe is then progressively passed through a series of water spray cooling tanks (6) to reduce the PE material to ambient temperature, and to finalize the pipe dimensions. As the pipe passes along the extrusion line, it is pulled along at a constant speed using a caterpillar track haul off (7). This haul off speed is closely co-ordinated with the speed of the extruder output using closed loop process controllers, to minimize built in stress in the pipe. The pipe information of material, size (diameter – thickness), Name and Logo Company - Operating Pressure Bar - No. SDR - specifications used - Thetime- date, is then marked on the pipe by an in-line printer (8) to provide continuous branding at specified intervals. The completed pipe is then cut to standard or required length by an in-line saw (9), and then packed into coils, or for large diameter pipes stored (10). Small diameter pipes are either cut to standard length, or coiled (11), and the finished coils are strapped in standard coil sizes. |
|
MISR EL NOUR FOR PLASTIC INDUSTRY.One of the Pioneering companies in the field of Plastic Industry worldwideand in the Middle East. During 12 years, the Group has succeeded to establish a deep-rooted trade name, holding for itself a leading position in both local and foreign markets, thanks to its full credibility before its customers along with pure honesty and loyalty, in addition to having a great high-caliber staff of wide expertise regarding dealing with German-manufactured machinery of high technology. The Group has started its activity with Misr El Nour Company producing plastic packages for packaging of food products and agricultural corps as well as chemical materials, followed by MISR EL NOUR company for Marble and Granite and followed by Misr El Nour for Plastics and Metals that is specializing in the production of U.P.V.C pipes Up to 800 mm size under all pressures in line with the internationally applicable specifications, with a production capacity of 45 thousand tons a year. Eventually, there exists Misr El Nour Company for Plastic industry, specializing in the production of High Density Polyethylene pipes-H.D.P.E. and its joints used for purposes of transfer of drinking and irrigation water, sanitary drainage, natural gas and industrial drainage as well as fire systems, up to infrastructure. Such variety of purposes is attributed to the unique features of such type of pipes that meet the requirements of the terrain nature either of Egypt or outside Egypt, hence avoiding whatsoever technical problems with a production capacity of 15,000 tons annually as a primary stage having diameters starting from 16 mm up to 800 mm as per the international standards. Such pipes feature high flexibility, so they are earthquake-proof, and thus are used in floating grounds, it feature as well high resistance to erosion, weather factors and moisture. In addition to its resistance to aggressive soils, it has also no health impacts since it’s free of any implications affecting the drinking water characteristics. We are aided as well, in pursuit of high quality, by the central lab where all the necessary tests and analyses are conducted on raw materials and production in all its stages so as to ensure its safety and compliance with the international standards. May Allah Guide all of us
|